精度:0-1-2-3
安装做工精细的铸铁地轨时需要注意哪些问题!
砂型铸造铸铁地轨中热砂对水分的影响:在进行砂型铸造的时候,步要做的是将热砂投入到造型机中,但大家是否考虑铸铁地轨砂进入设备之后水分会大量流失,这种情况下势必会对铸铁地轨型砂的性能造成大的影响。铸铁地轨砂型铸造中热砂对粘模效果的影响:正是因为有了热砂的存在,使得水分会转变成凝结的状态,所以整个粘模效果也会随别是当合型之后,铸铁地轨热砂会因为水分的蒸发而蒸发,那么凝结的砂会直接在芯上,进而降低芯的强度,终整个铸件的质量也有下降。
铸铁地轨砂型铸造中温度的控制和辅材的运用:由于热砂对整个铸铁地轨砂型铸造过程的影响力还是大的,所以一定要通过正确的方式尽量避免问题的发生,一方面是要控制温度,一般保持在五十度左右可以了。如果温度高了的话,会减少铸造铸铁地轨,但如果温度低了的话,又会干扰铸造的正常进行。另一方面是可以运用一些辅助材料,并对其进行的控制,以免出现一些不必要的麻烦而影响到整个砂型铸造的效果。同时不要忘了还有铸铁地轨新砂的加入,也得好好把握,使其发挥出的作用。
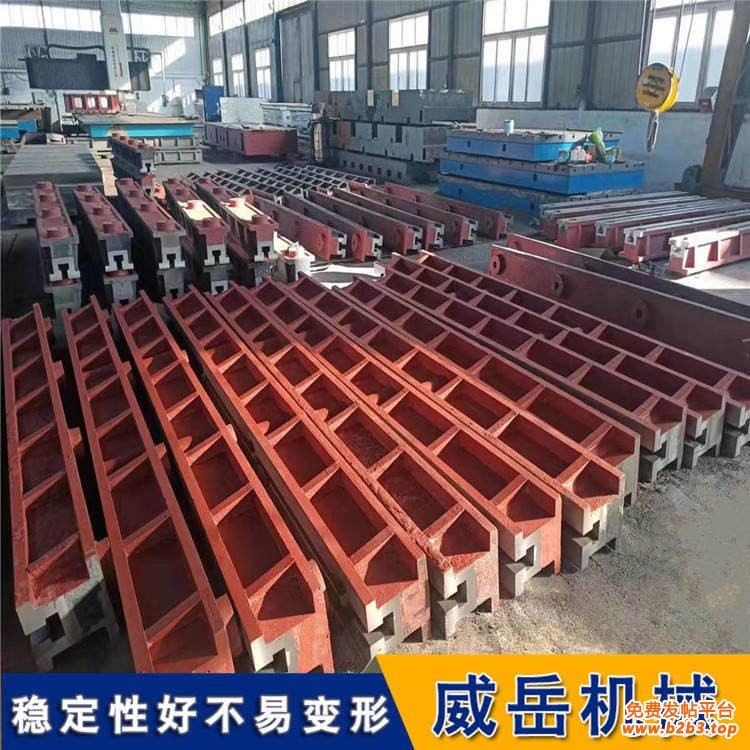
铸铁地轨工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。铸铁地轨的生产要求和使用说明:适用于各种检验工作,精度测量用的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为。铸铁地轨作划线,机械制造检验中是不可缺少的平面基准量具。铸铁地轨安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。铸铁地轨工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。铸铁地轨磨擦对刮研接触斑斓的磨损速度影响,由于固体表面较粗糙,两物体表面总是在单个点上发作接触,因而,铸铁地轨实习接触接触面积要小得多。由于实习接触面小,所以即便在负荷很小的情况下,也会发作很大的单位压力。表面粗糙度不一样,在单位压力作用下,铸铁地轨接触面的磨损也随磨擦力的不一样,在单位压力作用下,重复磨擦、磨损随曲线如,曲线所标明的在前期磨损量大,这是由于铸铁地轨磨损面不滑润,实习接触面积小,比压大所构成的。刮研接触斑斓一向处于前期磨损期间,这是构成刮研接触斑斓磨损首要缘由之一。根据铸铁地轨磨擦速度、接触压力磨损曲线可以看出,磨损速度v=0.3~0.5m/s的状态下,磨损量,这一段称为粘着磨损。运用状态下工件在铸铁地轨上移动速度也正是在这期间上进行作业的,这是构成铸铁地轨刮研接触斑斓磨损的。
将安装好铸铁地轨气动振动器的振动底板用吊车小心吊放到电炉底部。调节气阀使气动振动器正常工作,此时应观察到振动底板明显地敲击底部炉衬材料。炉底振动时间约为10min。期间应数次交替变换气压,改变振动频率,以求获得整个炉底的振实效果。提起振动底板时要边低速开动气动振动器,边小心缓慢提起振动底板免突然快速提起时出现真空抽吸现象。
铸铁地轨制芯:未刷涂料砂芯的砂粒太粗或粒度分布不佳,与原砂粒度分布不均匀一样,对产生机械粘砂有影响。铸铁地轨砂芯未舂实,与砂型未舂实的性质一样,对机械粘砂有重大影响。砂芯表面粗糙或多孔,会引起机械粘砂。熔融金属或金属氧化物浸润了这种粗糙的或多孔的表面后会渗入砂芯。砂芯在储存期间吸湿,对铸铁地轨砂芯来说,水分过多为麻烦。因为砂芯水分过多不易察觉。有的铸铁地轨砂芯看上去像是干的,但仍然很高。
联系人威岳机械谢女士15350773479